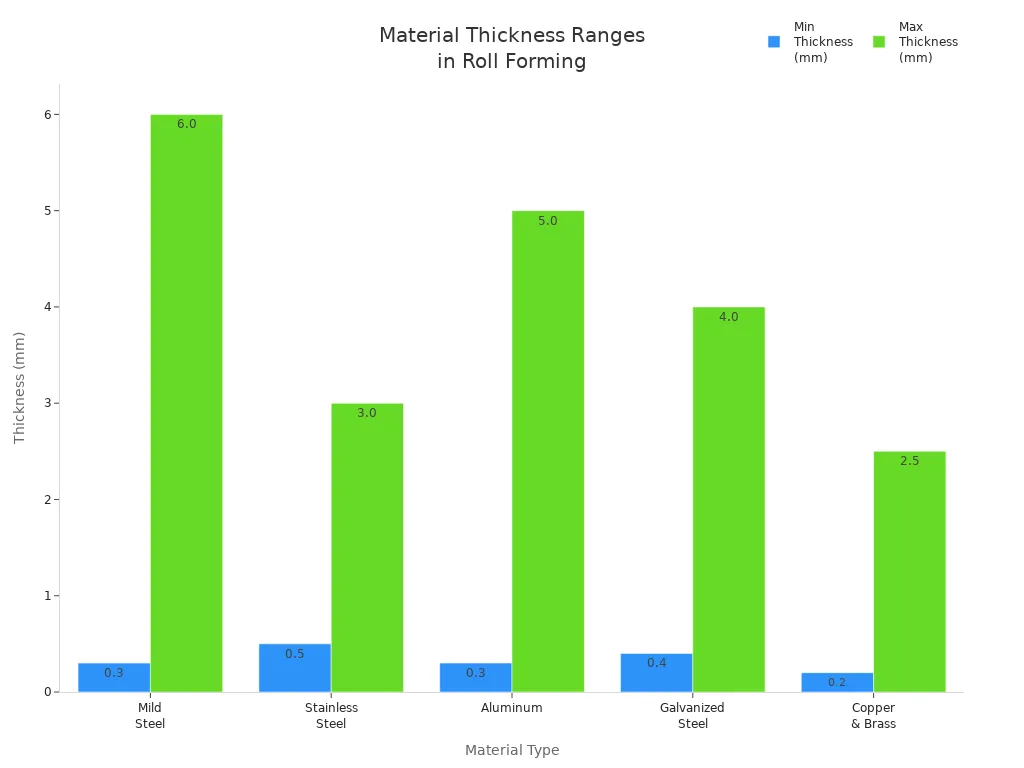
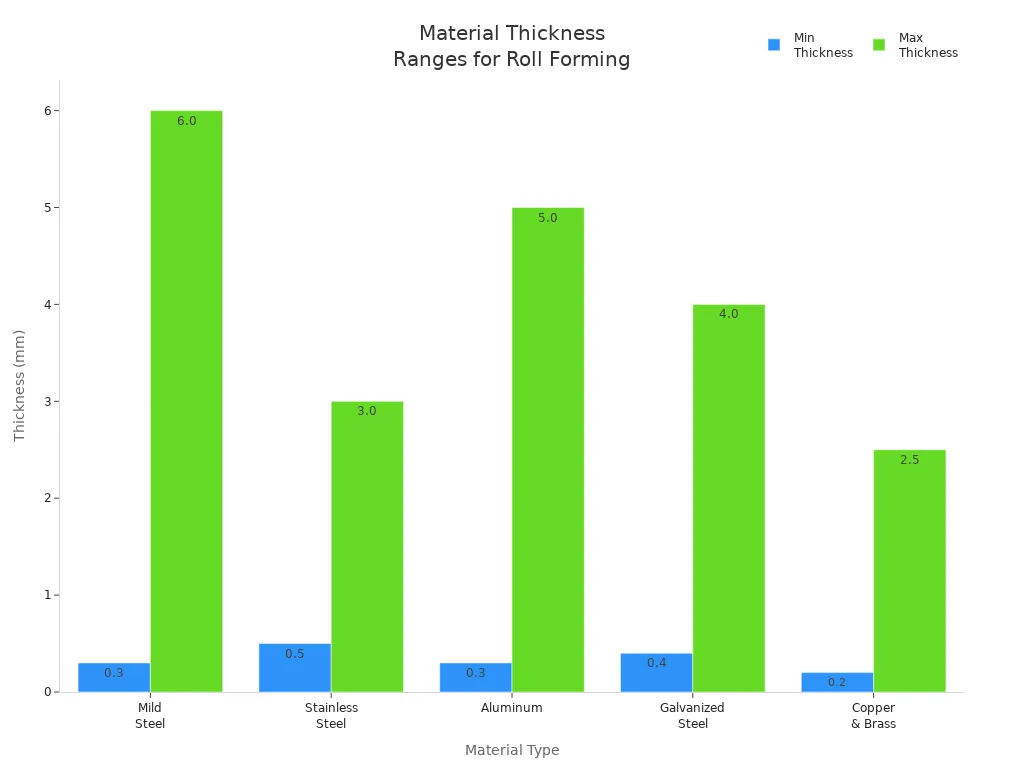
Ao usar a perfilagem, você verá espessuras de material de 0,2 mm a 10 mm. A espessura depende do que você está fazendo. Cada material tem a melhor espessura para perfilagem. Você pode verificar a tabela abaixo para alguns exemplos comuns:
Tipo de material | Faixa de espessura recomendada (mm) | Melhores aplicativos |
Aço macio | 0,3 – 6,0 | Peças estruturais, telhas |
Aço inoxidável | 0,5 – 3,0 | Carros, aviões, ferramentas médicas |
Alumínio | 0,3 – 5,0 | Estruturas leves, HVAC, gabinetes |
Aço Galvanizado | 0,4 – 4,0 | Estruturas à prova de ferrugem, peças de construção |
Cobre e Latão | 0,2 – 2,5 | Peças elétricas, acabamentos para decoração |

Escolher a espessura correta do material é muito importante para a configuração da máquina formadora de rolos. Você deve combinar o tamanho do eixo do rolo, a complexidade do formato e a força de corte ao seu material. A BMS Machinery ajuda você a escolher a melhor solução para qualquer espessura de material perfilador. Dessa forma, você obtém sempre os melhores resultados de conformação.
Principais conclusões
Escolha a espessura correta do material para perfilagem. Isso ajuda você a obter melhores resultados e faz com que a máquina dure mais. Altere as configurações da sua máquina formadora de rolos quando a espessura do material mudar. Isso evita erros e mantém o produto bom. Materiais mais espessos precisam de mais potência e trabalho cuidadoso. Sempre verifique as configurações da máquina antes de começar. Use a BMS Machinery para máquinas em que você pode confiar. Eles trabalham com diversas espessuras e oferecem ajuda especializada. Observe a velocidade de produção com base na espessura do material. Isso mantém as coisas rápidas, mas também de boa qualidade.
Faixa de espessura do material formador de rolo
Espessuras Padrão na Indústria
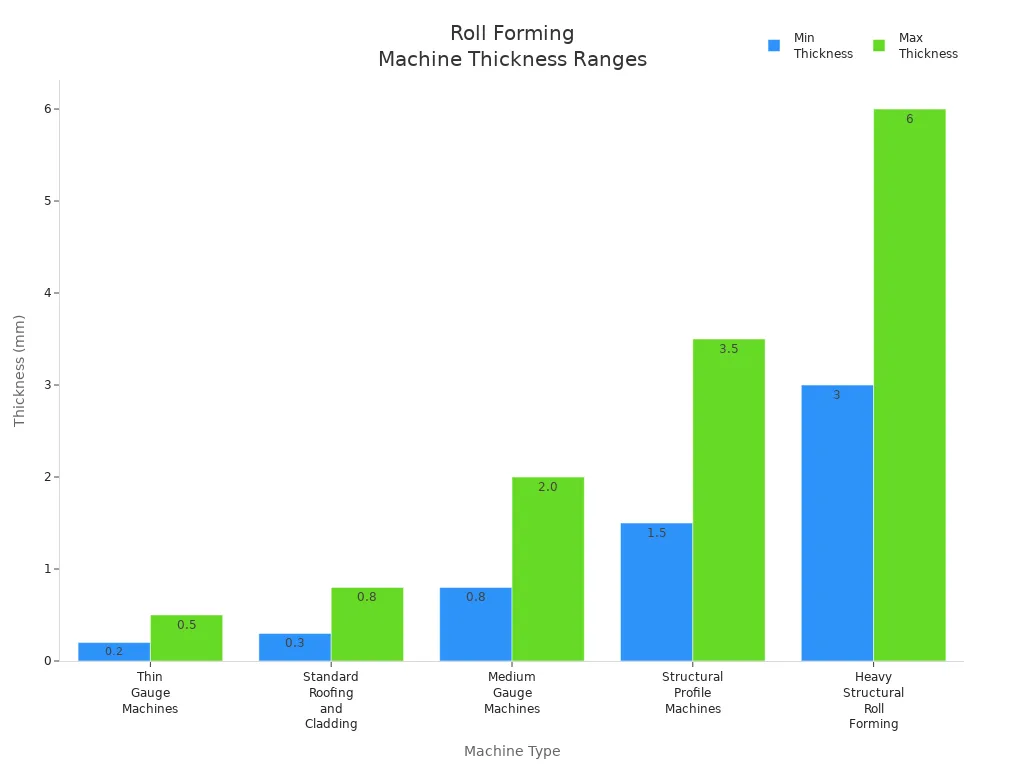
A espessura do material é muito importante na perfilagem. Cada máquina funciona melhor com determinadas espessuras. Se você escolher a espessura certa, seus resultados serão melhores. Sua máquina também durará mais. A indústria agrupa as máquinas por espessura. Você pode olhar a tabela abaixo para ver esses grupos:
Tipo de máquina | Faixa de espessura |
Máquinas de bitola fina | 0,2 mm a 0,5 mm |
Máquinas padrão para telhados e revestimentos | 0,3 mm a 0,8 mm |
Máquinas de médio calibre | 0,8 mm a 2,0 mm |
Máquinas de Perfil Estrutural | 1,5 mm a 3,5 mm |
Máquina formadora de rolos estruturais pesados | 3 mm a 6 mm ou mais |
Esta tabela ajuda você a escolher a máquina certa para o seu trabalho. Máquinas de bitola fina são boas para peças leves. Máquinas estruturais pesadas são usadas para aço espesso e estruturas fortes.
Dica: Sempre verifique a faixa de espessura do seu material antes de começar. Isso ajuda a evitar problemas na máquina e a má qualidade do produto.
O gráfico abaixo mostra a menor e a maior espessura para cada tipo de máquina:
A perfilagem pode usar muitas espessuras. A maioria dos projetos utiliza espessuras de 0,2 mm a 6 mm. Isso funciona para edifícios, carros e fábricas.
Capacidades de máquinas BMS
Ao escolher uma máquina formadora de rolos, você quer saber qual espessura ela pode usar. A BMS Machinery fabrica máquinas para muitas espessuras. Você pode confiar na BMS Machinery para chapas finas ou perfis grossos.
Aqui está uma tabela rápida das espessuras que a BMS Machinery suporta:
CATEGORIA DE PRODUTO | ESPESSURA MATRIAL |
Máquina formadora de rolo de telhado de camada dupla | 0,3-0,8 mm |
Máquinas de terça C/U/Z/M/L | 1-3mm/serviço pesado: 3-6mm |
Máquina de piso | 0,8-1,5 mm / serviço pesado: 1,5-2,5 mm |
Máquina formadora de rolo para telhado de telha | 0,4-0,8mm |
Máquina formadora de rolos Unistrut | 1,5-2,5mm |
Máquina de calding de telhado e parede | 0,2-0,8mm |
Stud e pista, máquina de partição de drywall | 0,3-1,0mm |
Cortador e pasta de comprimento longo | 1,0 mm (máximo) |
Máquina de dobra | 1,2 mm (máximo) |
Esta linha é boa para telhados, painéis de parede e estruturas leves. Você pode usar máquinas BMS para aço, alumínio e outros metais. As máquinas permanecem precisas e de boa qualidade, mesmo se você alterar a espessura.
A BMS Machinery utiliza novas tecnologias para obter ótimos resultados. Você obtém um trabalho tranquilo, menos desperdício e produtos resistentes. Se você precisar de algo especial, a BMS Machinery pode fabricar uma máquina apenas para sua espessura.
Nota: Você sempre pode pedir ajuda à BMS Machinery para escolher a máquina certa. Seus especialistas irão ajudá-lo a combinar seu projeto com o melhor equipamento.
Se você conhece as espessuras padrão e o que a BMS Machinery pode fazer, poderá fazer escolhas inteligentes para sua fábrica. Isso ajuda você a obter sempre a melhor qualidade e desempenho.
Impacto da espessura do material na conformação de rolos
Carga e desempenho da máquina
É importante saber como a espessura do material afeta sua máquina formadora de rolos . Materiais mais espessos precisam de ferramentas mais fortes e de mais etapas para moldá-los. Materiais finos podem ser danificados se não forem manuseados com cuidado. A energia que sua máquina usa muda com a espessura. Materiais pesados precisam de mais potência e podem desgastar sua máquina mais rapidamente se você não ajustá-la corretamente. Os materiais finos movem-se mais rapidamente pela máquina, mas os grossos retardam o processo. Você também precisa observar se há tremores e peças que não estão alinhadas. Esses problemas podem tornar seus produtos menos precisos e causar erros.
Aspecto | Explicação |
Ajustes de ferramentas | Materiais mais espessos necessitam de ferramentas mais fortes e mais etapas, enquanto materiais finos necessitam de um manuseio cuidadoso. |
Requisitos de energia da máquina | Materiais mais pesados consomem mais energia e podem desgastar a máquina se não forem ajustados corretamente. |
Velocidade de produção | Materiais finos andam mais rápido porque precisam de menos força, mas materiais grossos retardam as coisas. |
Desgaste da máquina | Moldar materiais grossos desgasta a máquina mais rapidamente, por isso você precisa de peças fortes e verificações regulares. |
Vibração e Alinhamento | Mais força de materiais grossos pode fazer a máquina tremer e bagunçar o formato. |
Dica: Sempre verifique as configurações da sua máquina antes de começar. Isso ajuda a evitar problemas relacionados à espessura do material.
Precisão e qualidade do perfil
A espessura do material é importante para criar formas do tamanho certo. Materiais grossos mudam a forma como o metal se dobra e estica. Você pode ver o tamanho errado, bordas onduladas ou curvas na direção longa. O quanto a folha estica depende da espessura, resistência e formato. Se você escolher a espessura errada, suas peças poderão não caber ou funcionar corretamente. Você precisa prestar atenção para obter as melhores formas.
Você pode fazer peças melhores escolhendo a espessura certa. Estudos mostram que folhas grossas apresentam menos erros. Por exemplo, uma folha DP600 de 3 mm dobrou menos que uma folha de 2 mm. Materiais grossos também racham menos nas bordas. DP980 com 2 mm rachou 20% mais do que chapas mais grossas. Você obtém peças melhores e menos erros quando adapta a espessura às suas necessidades.
Velocidade de produção
A espessura do material altera a rapidez com que sua máquina formadora de rolos funciona. Materiais finos se movem rapidamente porque precisam de menos força. Materiais grossos desaceleram a máquina porque precisam de mais passos e potência. Você deve equilibrar velocidade e fazer boas peças. Se você for muito rápido com materiais grossos, poderá quebrar sua máquina e perder precisão. Sempre defina sua velocidade de acordo com a espessura que você usa para manter as coisas seguras e funcionando bem.
Espessura recomendada para diferentes materiais
Diretrizes de espessura de aço
Ao trabalhar com aço na perfilagem, você precisa escolher a espessura certa do material para o seu projeto. O aço é forte e pode ser usado para muitas coisas. Você verá diferentes espessuras para diferentes trabalhos. A tabela abaixo mostra faixas de espessura comuns e onde você pode usá-las:
Faixa de espessura | Aplicativos comuns |
1,5 mm – 12 mm | Canais e vigas estruturais |
1,5 mm – 6 mm | Terças de calibre pesado |
2,5 mm – 4 mm | Guarda-corpos e barreiras rodoviárias |
1,5 mm – 6 mm | Estruturas de aço |
1,5 mm – 3,5 mm | Racks de armazenamento e suportes industriais |
2mm – 6mm | Componentes de equipamentos agrícolas |
3mm – 12mm | Peças para reboques e chassis |
Se você quiser fazer peças fortes como vigas ou guarda-corpos, você deve usar aço mais grosso. Para peças mais leves, você pode usar aço mais fino. Sempre verifique a espessura do material formador de rolo antes de começar. Isso ajuda você a obter os melhores resultados e mantém sua máquina segura.
Dica: Aço mais espesso precisa de mais potência e máquinas mais fortes. Certifique-se de que sua máquina formadora de rolo corresponda à espessura do material que você planeja usar.
Diretrizes de espessura de alumínio
O alumínio é mais leve que o aço. Você costuma usá-lo para peças que precisam ser leves, mas ainda fortes. Na perfilagem, você geralmente vê alumínio com espessura de material de 0,3 mm a 5 mm. O alumínio fino funciona bem para dutos, gabinetes e painéis HVAC. Alumínio mais espesso é bom para molduras e suportes.
Use 0,3 mm a 1 mm para coberturas e painéis de luz.
Use 1mm a 3mm para peças estruturais e molduras.
Use até 5 mm para aplicações pesadas.
O alumínio dobra facilmente, então você deve configurar sua máquina formadora de rolos com cuidado. Verifique sempre a espessura do material para evitar rachaduras ou dobras muito acentuadas.
Outros materiais
Você também pode usar outros metais na perfilagem, como cobre, latão e aço inoxidável. Cada material tem sua melhor espessura. Para cobre e latão, você costuma usar 0,2 mm a 2,5 mm. Esses metais são macios e usados para acabamento, decoração ou peças elétricas. O aço inoxidável é mais duro e funciona melhor com espessura de 0,5 mm a 3 mm. Você vê isso em ferramentas médicas, peças de automóveis e equipamentos alimentícios.
Observação: Sempre combine sua máquina formadora de rolo com a espessura e o tipo do material. Isso ajuda você a obter formas suaves e produtos de alta qualidade.
Escolher a espessura correta do material para cada metal ajuda a obter os melhores resultados na perfilagem . Você sempre fabricará peças fortes, precisas e seguras.
Ajuste as máquinas formadoras de rolos para a espessura do material
Ao trabalhar com perfilagem, você deve ajustar as máquinas formadoras de rolo para cada espessura de material. Esses ajustes ajudam você a obter a melhor forma, evitar danos à máquina e manter a alta qualidade dos seus produtos. Você precisará alterar as configurações de folga, pressão, ferramentas e calibração dos rolos. Vejamos cada etapa.
Folga e pressão do rolo
Você deve definir a folga correta entre os rolos para cada espessura de material. Caso contrário, você pode esmagar folhas finas ou deixar folhas grossas soltas. Veja como você pode ajustar a folga e a pressão do rolo:
Meça a espessura do seu material. Se a espessura mudar mais de ±0,2 mm, ajuste a folga do rolo.
Defina a folga do rolo para a espessura do material mais cerca de 0,05 mm. Este pequeno espaço ajuda a folha a se mover suavemente.
Para materiais mais espessos, aumente um pouco a folga e diminua a velocidade de conformação. Isso evita que a folha fique presa ou danificada.
Para materiais mais finos, diminua um pouco a folga e aumente a tensão da tira. Isso evita que a folha enrugue ou escorregue.
Se sua máquina possui configurações automáticas, insira a espessura do material na tela de toque. A máquina ajustará a lacuna para você.
Dica: Sempre verifique a pressão do rolo. Muita pressão pode afinar o metal ou causar rachaduras. Pouca pressão pode fazer com que o perfil perca a forma.
Ajustes de ferramentas e matrizes
Você também deve ajustar as ferramentas e as matrizes ao alterar a espessura do material. Essas peças moldam o metal à medida que ele se move através da máquina perfiladeira. Aqui estão alguns passos que você deve seguir:
Verifique se há alterações na espessura do material que ultrapassem os limites normais. Mesmo pequenas alterações podem afetar a forma final.
Observe as propriedades do material. Metais mais duros ou mais macios precisam de configurações de ferramentas diferentes para cada dobra.
Equilibre a necessidade de boa qualidade com a velocidade de produção. Às vezes, você deve desacelerar para obter melhores resultados.
Você pode usar esta tabela para orientar seus ajustes:
Aspecto de modificação | Descrição |
Calibração | Defina folgas verticais e horizontais. Certifique-se de que cada passagem esteja alinhada com a próxima. |
Folga vertical de ferramentas | Ajuste o ferramental superior para o material mais espesso. Use um calibrador de folga para verificar se há um leve arrasto. |
Alinhamento passagem a passagem | Verifique se cada passagem de ferramenta está alinhada. As lacunas não devem ser superiores a 0,010 polegadas para obter melhores resultados. |
Mudanças na espessura do material podem se acumular e tornar a seção transversal do tamanho errado.
Você precisa manter as mesmas especificações de material para evitar desperdícios extras e alterações de ferramentas.
A perfilagem usa ângulos fixos, portanto você deve ajustar cuidadosamente para cada nova espessura.
Procedimentos de calibração
A calibração mantém sua máquina formadora de rolos funcionando corretamente. Você deve verificar e configurar a máquina sempre que alterar a espessura do material. Aqui está um guia passo a passo:
Defina a folga entre os rolos superior e inferior para 1,0 a 1,05 vezes a espessura do material. Se a folga for muito pequena, você afinará o metal. Se estiver muito solto, o perfil não manterá a sua forma.
Se você mudar para um material mais duro, como aço de alta resistência, aumente a pressão descendente e aperte os rolos laterais. Isso ajuda a manter a forma.
Insira uma folha de espessura conhecida entre os rolos. Ajuste o rolo superior até atingir a folga correta. Repita isso com diferentes espessuras para verificar a precisão.
Use uma régua ou ferramenta de medição para verificar se os rolos superior e inferior estão paralelos. Ajuste montagens ou calços, se necessário.
Gire os rolos manualmente para verificar se há deslizamento. Se os roletes escorregarem, ajuste a tensão ou use um composto antiderrapante.
Observação: Sempre considere o tipo e a espessura do seu material ao configurar a máquina. Alguns metais precisam de mais pressão ou lubrificação extra.
Você deve verificar a calibração durante a configuração e manutenção regular. Isso mantém o rastreamento preciso e evita a distorção do perfil. Ao ajustar as máquinas perfiladeiras para cada espessura de material, você obtém melhores resultados e maior vida útil da máquina.
Problemas comuns com espessura incorreta de material
Defeitos e problemas de qualidade
Se você usar a espessura errada do material, poderá ter muitos problemas. Esses problemas podem fazer com que suas peças acabadas pareçam ruins ou não funcionem corretamente. Alguns problemas acontecem quando o material é muito grosso ou muito fino para a sua máquina. Você pode ver rachaduras, rugas ou formatos incorretos. A tabela abaixo mostra alguns problemas comuns, por que eles acontecem e como corrigi-los:
Problema | Causa | Solução |
Quebra de borda | Pressão de formação muito alta para a espessura do material | Reduza a pressão de conformação, use mais passes de conformação |
Problemas de retorno | Materiais finos dobrando além da tolerância | Ajuste a folga dos rolos, adicione rolos de suporte extras |
Enrugamento superficial | Suporte insuficiente para materiais finos | Aumente o contato do rolo, ajuste a velocidade de conformação |
Desgaste excessivo do rolo | Material espesso gerando muito atrito | Aumente a lubrificação, use rolos de aço temperado |
Dimensões de perfil incorretas | Material muito grosso ou muito fino para configurações da máquina | Ajustar a folga dos rolos, recalibrar os passes de conformação |
Você deve sempre verificar a espessura do material antes de começar. Isso ajuda você a evitar problemas e mantém suas peças em bom estado.
Desgaste e danos da máquina
Usar a espessura de material errada pode danificar sua máquina formadora de rolos. Se você usar material grosso, a máquina precisará de mais força para moldá-lo. Isso pode fazer com que os rolos e outras peças se desgastem mais rapidamente. Se você usar material fino, os rolos poderão não segurá-lo bem. Isso pode fazer com que a folha escorregue ou as pontas fiquem alargadas.
Muita força de conformação é um grande problema nas máquinas formadoras de rolos. Se a força for maior do que aquela para a qual a máquina foi feita, as coisas podem dar errado. A máquina pode ficar danificada e as peças podem sair erradas. Você também pode ter mais erros e desperdícios.
Você precisa definir a folga entre os rolos para cada espessura de material. Caso contrário, você poderá ver dobras ou alargamentos extras em suas peças. Configurar a máquina corretamente a mantém segura e melhora suas peças.
Soluções de solução de problemas
Você pode resolver muitos problemas verificando a configuração da perfilagem. Se você observar erros ou desgaste da máquina, tente estas etapas:
Verifique se os rolos estão alinhados e observe a espessura do material.
Altere a pressão do rolo para que corresponda ao material.
Certifique-se de usar óleo ou graxa suficiente para um trabalho suave.
Olhe frequentemente para sua máquina para encontrar problemas antecipadamente.
A tabela abaixo fornece um guia rápido para corrigir problemas:
Emitir | Possíveis causas | Solução |
Espessura incorreta do material | Rolos desalinhados, espessura de material inconsistente | Verifique o alinhamento dos rolos, monitore a espessura do material, ajuste a pressão dos rolos |
Se você seguir estas etapas, sua máquina formadora de rolos funcionará melhor. Sempre combine a espessura do material com as configurações da sua máquina. Isso ajuda você a fabricar peças boas e mantém sua máquina segura.
Melhores práticas para materiais finos e grossos
Manuseio de materiais finos
Você precisa ter cuidado especial ao trabalhar com materiais finos na perfilagem. Folhas finas podem enrugar, rasgar ou escorregar se você não configurar sua máquina da maneira correta. Aqui estão algumas práticas recomendadas que você deve seguir:
Treine bem seus operadores . Eles devem saber como operar e manter a máquina.
Lubrifique as ferramentas com freqüência. Isso reduz o atrito e ajuda as ferramentas a durar mais.
Use a otimização de processos para facilitar a produção e reduzir o tempo de inatividade.
Aplicar ideias de manufatura enxuta. Isso ajuda você a usar menos material e a configurar mais rapidamente.
Invista em tecnologia avançada. Novas máquinas podem lidar melhor com folhas finas e cometer menos erros.
Se você seguir essas etapas, evitará defeitos e manterá sua linha de perfilagem funcionando bem.
Processamento de materiais espessos
Materiais espessos precisam de máquinas fortes e de um planejamento cuidadoso. Você deve pensar em muitas coisas antes de começar a formar folhas grossas:
Verifique a espessura do material. Chapas mais grossas precisam de máquinas maiores e eixos mais fortes.
Veja o tipo de material. Metais mais macios podem precisar de menos dobras.
Pense na força de rendimento . Metais mais fortes precisam de configurações de máquina diferentes.
Observe o alongamento. Se o metal esticar mais, pode ser necessário desacelerar a máquina.
Conte o número de curvas. Mais curvas significam que você precisa de mais estações.
Meça o grau total de curvas. Isso afeta o tamanho da máquina e do motor.
Verifique a altura e largura da seção. Peças maiores precisam de eixos maiores.
Decida se você cortará ou fará furos antes ou depois da moldagem. Algumas formas funcionam melhor com pós-corte ou pós-perfuração.
Você deve combinar sua máquina com o trabalho. Isso mantém seus produtos fortes e sua máquina segura.
Estratégias de otimização de máquinas BMS
A BMS Machinery oferece ferramentas e suporte para lidar com qualquer espessura de material perfilador. Você pode usar suas máquinas para materiais finos e grossos. Aqui estão algumas maneiras pelas quais a BMS Machinery ajuda você:
Você obtém máquinas com ajustes automáticos para diferentes espessuras de materiais.
Você pode solicitar máquinas personalizadas para projetos especiais.
Você recebe treinamento e suporte de especialistas.
Você usa tecnologia avançada que reduz o desperdício e melhora a qualidade.
Com a BMS Machinery, você pode confiar que seu processo de perfilagem será suave e eficiente. Você sempre fará peças de alta qualidade.
Otimização de Velocidade e Resíduos por Espessura
Equilibrando velocidade e qualidade
Você deseja fazer o máximo de peças possível, mas também deseja que cada peça tenha a aparência e funcione corretamente. Ao usar a perfilagem, você deve encontrar a melhor velocidade para sua linha . Se você operar sua máquina muito rápido, poderá encontrar problemas como painéis torcidos, bordas onduladas ou cortes não retos. Esses problemas podem diminuir a qualidade do produto acabado.
Aqui estão algumas coisas que você deve lembrar ao definir a velocidade de conformação do rolo:
A alta velocidade pode ajudá-lo a fabricar mais peças, mas também pode causar mais erros.
Se você for muito rápido, sua máquina poderá tremer ou vibrar, o que pode prejudicar o formato do seu produto.
A maioria das linhas de perfilagem trabalha em velocidades entre 10 e 50 metros por minuto.
Se você observar defeitos como curvatura ou torção, diminua a velocidade da linha para melhorar a precisão.
Sempre verifique suas peças conforme elas saem. Se você encontrar problemas, ajuste a velocidade até obter os melhores resultados.
Dica: A velocidade certa depende da espessura do material e do formato que você deseja fazer. Materiais mais espessos geralmente precisam de velocidades mais lentas para manter a forma correta.
Reduzindo o desperdício de materiais
Você pode economizar dinheiro e ajudar o meio ambiente usando menos material em seu processo de perfilagem. O desperdício geralmente acontece quando você usa configurações erradas ou não combina sua máquina com a espessura do material formador de rolo. Você pode seguir estas etapas para reduzir o desperdício:
Meça a espessura do seu material antes de começar. Isso ajuda você a definir os rolos e a pressão corretamente.
Use máquinas que permitam alterar as configurações rapidamente . Isso ajuda você a alternar entre trabalhos com menos desperdício.
Treine sua equipe para detectar erros antecipadamente. Se você detectar os problemas rapidamente, poderá impedir o desperdício antes que ele cresça.
Mantenha suas ferramentas afiadas e sua máquina limpa. Ferramentas cegas e rolos sujos podem causar formatos ruins e sucata extra.
Planeje seus cortes e dobras para usar o máximo possível da folha.
Quando você presta atenção tanto na velocidade quanto no desperdício, você consegue mais peças boas e gasta menos em materiais. Você também ajuda sua máquina formadora de rolos a durar mais e a funcionar melhor.
A BMS Machinery permite alterar a folga do rolo para diferentes espessuras. Suas máquinas são fortes e ajudam você a fabricar peças boas. Se desejar mais ajuda, consulte a tabela abaixo ou peça conselhos à BMS Machinery.
Para obter mais ajuda, confira as práticas recomendadas ou fale com a BMS Machinery para obter respostas feitas especialmente para você.
Perguntas frequentes
O que acontece se você usar a espessura errada do material na perfilagem?
Você pode obter rachaduras, ondas ou formas inadequadas. A máquina também pode se desgastar mais rapidamente. Verifique sempre a espessura antes de começar para evitar esses problemas.
Como você troca uma máquina formadora de rolos para diferentes espessuras?
Ajuste a folga do rolo para corresponder ao seu material. Use os controles da máquina ou configurações manuais. Verifique a pressão e o alinhamento. Teste primeiro com uma folha de amostra.
Uma máquina perfiladeira pode trabalhar com materiais finos e grossos?
Algumas máquinas podem lidar com uma variedade de espessuras. Você precisa olhar as especificações da máquina. A BMS Machinery possui modelos com configurações ajustáveis para diferentes espessuras.
Por que a espessura do material muda com a rapidez com que você pode produzir?
Materiais mais espessos precisam de mais força e passam mais devagar pela máquina. Materiais finos se movem mais rápido. Você deve encontrar o equilíbrio certo entre velocidade e qualidade para obter os melhores resultados.